
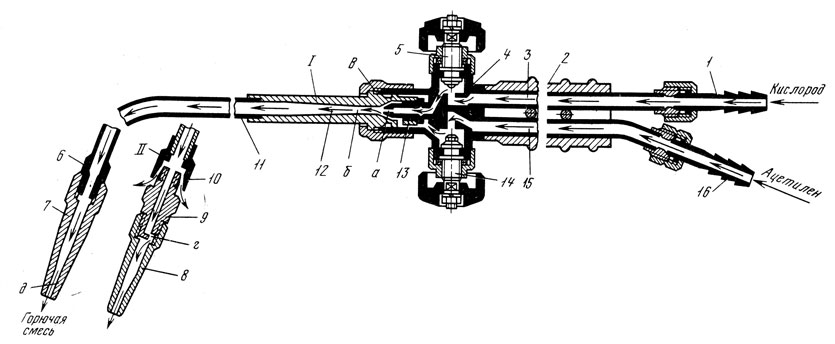
Горелки разделяются на инжекторные и безынжекторные, однопламенные и многопламенные, для газообразных горючих ацетиленовые и др. Наибольшее применение имеют инжекторные горелки, работающие на смеси ацетилена с кислородом. Схема и принцип работы инжекторной горелки. Горелка состоит из двух основных частей - ствола и наконечника рис. Ствол имеет кислородный 1 и ацетиленовый 16 ниппели с трубками 3 и 15 , рукоятку 2 , корпус 4 с кислородным 5 и ацетиленовым 14 вентилями. С правой стороны горелки если смотреть по направлению течения газов находится кислородный вентиль 5 , а с левой стороны - ацетиленовый вентиль















Работа выполнена на кафедре сварочного производства Волгоградского государственного технического университета. Защита состоится 18 ноября г. Взаимосвязь электрофизических особенностей горения и технологических свойств у дуги с неплавящимся электродом прослеживается наиболее явно В отличие от дуги с плавящимся электродом отсутствует влияние на свойства разряда процессов плавления и переноса электродного материала, взаимодействия металла с защитной средой, стабильности работы систем регулирования тока и напряжения, формирующих свойства шлаков и тд. Во многом это определяет и преимущества процесса сварки неплавящимся электродом, делающие его наиболее распространенным при изготовлении конструкций ответственного назначения. Преимущества эти вполне определенны, однако проявляются лишь в конкретных технологических процессах и условиях сварки Так, отличаясь в целом хорошим формированием швов, сварка не-плавящимся электродом толстостенных конструкций на токах свыше А затруднена из-за высокого давления дуги и нарушения стабильности течения металла сварочной ванны, что существенно снижает производительность процесса.

![§ Сварочные горелки [ Рыбаков В.М. - Сварка и резка металлов]](http://metallurgu.ru/books/item/f00/s00/z0000015/pic/000094.jpg)

![§ Сварочные горелки [ Рыбаков В.М. - Сварка и резка металлов]](http://se-welding.ru/image/cache/catalog/esab/0700025538-SR-B-400-esab-900x1140.jpg)



Оборудование для дуговой сварки. Типы, основные параметры и размеры ГОСТ , BY Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов : утв. Госгортехнадзором России







Похожие статьи
- Станина станка по металлу своими руками - Отрезной станок из болгарки своими руками - как сделать по
- Двери своими руками из металла фото чертежи - Изготавливаем металлическую дверь своими руками
- Как обшить металлическую лестницу на второй этаж видео
- Электролизер для сварки своими руками - Огонь из воды. Сварочный аппарат своими руками - Альтернатив